面向成长不断的挑战
这是成为三位一体的情形,才可生产出完善的产品。
在此陶瓷器型材用石膏之物理性性质中,针对陶瓷器工业所需项目中之一即石膏型吸收相关之论说。
以陶瓷器型使用的烧石膏在韩国国内称之为PLASTER OF PARIS,此为在法国巴黎盆地第3期大量生产石膏煅烧 制造而称之。
在韩国国内称之为型材用石膏。
烧石膏以陶瓷器工业之原型或注入泥浆时成形型或者木工机械机床,主要利用理由是容易制作且吸收性佳,干燥快且价格较低廉,可多生产同样模型之优点。
烧石膏是 CaSO4 • 1/2H2O,将石膏CaSO4 • 2H2O煅烧而制造。
石膏 - CaSO4ㆍ2H2O 分子量 : 172.18 CaSO4 79.1% H2O 20.9%
烧石膏 - CaSO4ㆍ1/2H2O 分子量 : 145.15 CaSO4 938.% H2O 6.2%
无水石膏 - CaSO4 分子量 : 136.15 CaSO4 100%
烧石膏具α型与β型,α-CaSO4ㆍ1/2H2O(α-半水石膏)是以湿式制造方法来制造,也可以加压蒸汽法与加压水溶液法而制造。
β- CaSO4ㆍ1/2H2O( β- 半水石膏)是以干式制造法,即上压煅烧而制造。
所谓石膏型的吸收率是石膏型在大气压下可吸收水分之最大量来显示。
测试方法为在室温、水温20℃条件,制作重量1Kg左右的石膏型,从45℃ 香醞干燥机中到达含量时止使其吸收,以下列式子算出。
吸收率(%)= >(吸收后的湿润重量-干燥重量、重量>X100)测验结果
搅拌时间与吸收率
混水量调整为75%,试料 1Kg在真空搅拌机对多搅拌速度(300rpm, 450rpm)搅拌时间使各为3分钟、4 分钟、 5分钟变化的情形,其吸收率如表1及图。
| 搅拌速度 | 搅拌时间 | 吸收率 |
|---|---|---|
| 300rpm | 3分 | 38.5% |
| 300rpm | 4分 | 37.6% |
| 300rpm | 5分 | 36.5% |
| 450rpm | 3分 | 37.7% |
| 450rpm | 4分 | 37.1% |
| 450rpm | 5分 | 35.4% |
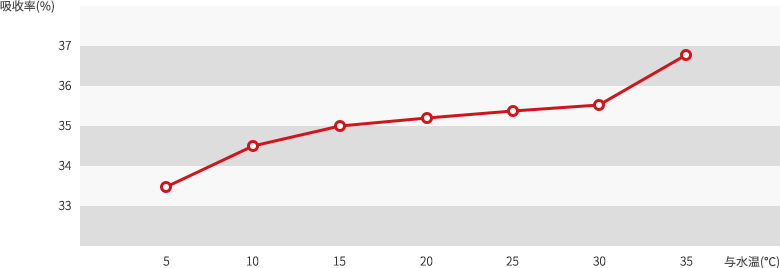
造型水温与吸收率
混水量调整为75%,水温以5℃, 10℃, 15℃, 20℃, 25℃, 30℃, 35℃来变化的情形,其吸收率如图3。
石膏型造型条件与吸收率
混水量与吸收率多,吸收率变大。
搅拌时间长(进行充分搅拌),吸收率变小。
造型时水温低,吸收率变小。
所谓石膏型之吸收速度为石膏型吸水速度
实验方法是将30×30×110mm的方形柱子先在45℃干燥,仅仅让底面吸收,且底部侧面涂抹乳胶,5mm沉积后测量从底面到50mm高度吸水所需时间。还有扩散速度是跟前述同样实验体,每小时测定水上升的高度,然后按照下面公式计算扩散系数Dg。
Dg=(x/)² (㎠ / sec)
X : 从底面到水上升的高度(Cm)
t : 石膏方形柱子接触水开始到上升XCm止所需时间(Sec)
石膏型造型条件与吸收速度
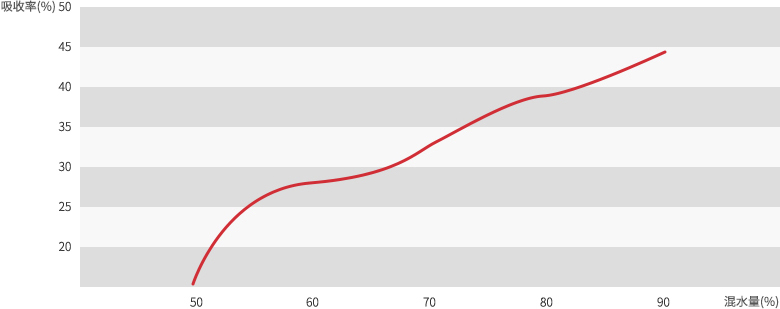
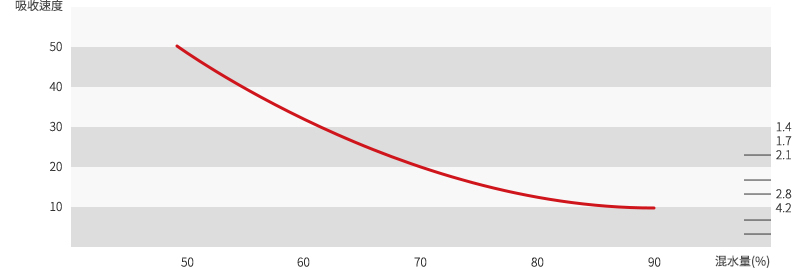
混水量越少,其吸收速度越慢(扩散系数小), 混水量越多,吸收速度越快(扩散系数变大)。
若搅拌时间缩短的情形,其吸收速度快,时间变长时吸收速度变慢。
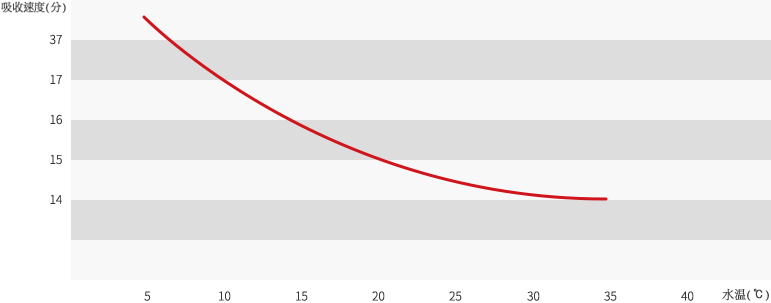
水温越低其吸收速度越慢, 水温越高其吸收速度越快。
试验结果
混水量与吸收速度 - 混水量与吸收速度之关系如图4。
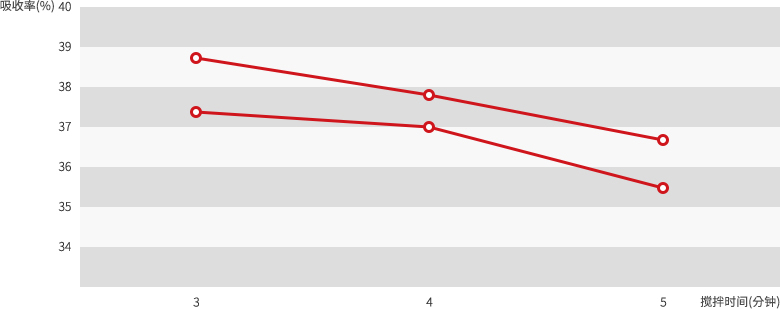
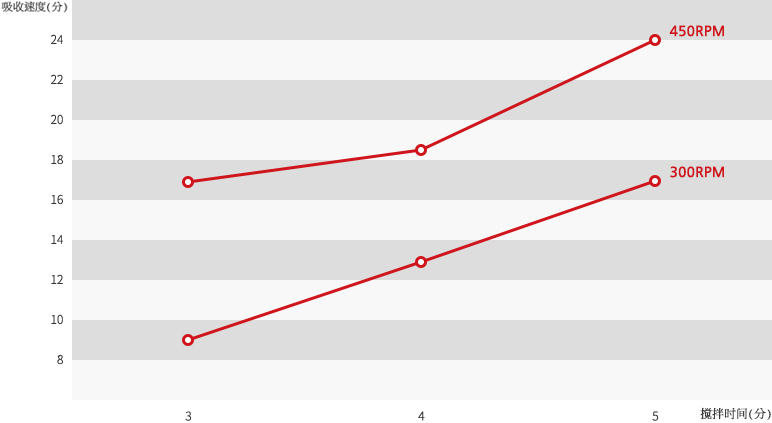
搅拌时间与吸收速度
混水量调整为75%,将试料1Kg在真空搅拌机搅拌速度(300rpm, 450rpm),搅拌时间调整到3分钟、4分钟、 5 分钟时,其吸收速度如表2及图5。
| 搅拌速度 | 分 | 吸收速度 |
|---|---|---|
| 300rpm | 3分 | 8:50 |
| 300rpm | 4分 | 13:30 |
| 300rpm | 5分 | 17:10 |
| 450rpm | 3分 | 16:30 |
| 450rpm | 4分 | 18:20 |
| 450rpm | 5分 | 24:00 |
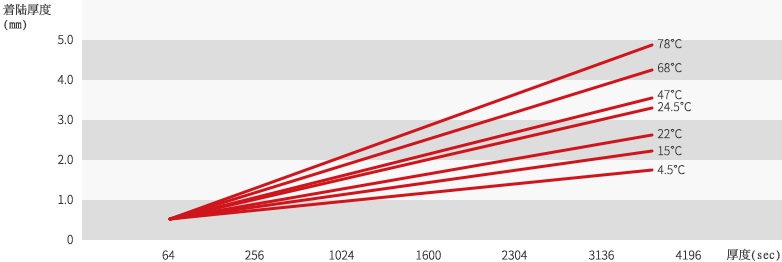
造型水温与吸收速度
混水量调整为75%,水温变成为5℃~35℃时, 其吸收速度如图6。
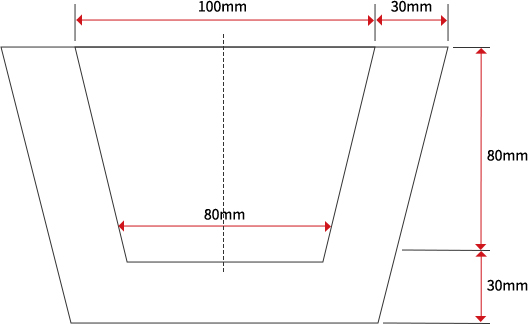
石膏型的吸收率与着陆量
石膏型的吸收率与着陆量即是将泥浆吸收、
着陆的力量 一般来说先制造如图7般实验型造型,流入泥浆后一定时间(例:30分钟)着陆后流到剩余的泥浆,然后放置一定时间(例:30分钟)后,拆根底型后测定重量与黏土根底。
成形根底的水分越少,表示其吸收力越强。 石膏型的吸收率按照石膏型的气孔不同。
参考1)在电子显微镜上的相片来看,烧石膏溶解石膏的硬化体而析出泥水的沉淀结晶,在此交替组成组织。
混水量低且搅拌多的情形,水温低的话其组织紧密而孔隙率变少,气孔也变小。因此硬化体水的移动速度变慢,其吸收率变大。
石膏型之造型条件与吸收
- 混水量少,其吸收力强,混水量多,其吸收力变弱。
- 若搅拌时间短的情形,其吸收力弱,相反地充分搅拌时,其吸收力变强
- 水温低其吸收力强,水温高其吸收力变弱。
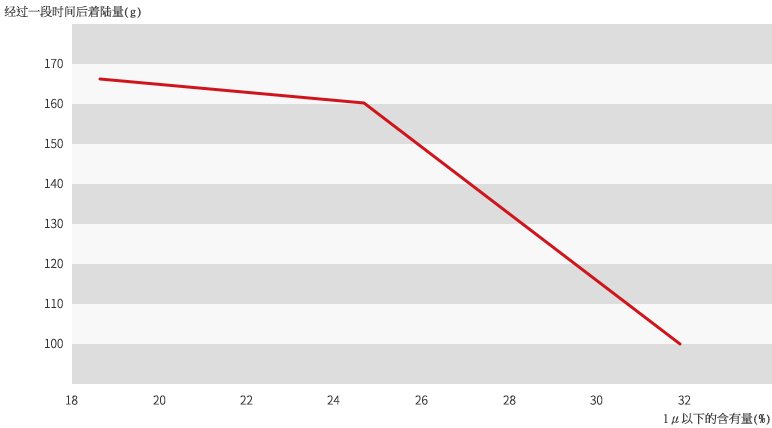
石膏型的扩散系数与着陆量
吸收速度快的情形,扩散系数变大,吸收速度慢的情形,扩散系数变小。
石膏型的扩散系数与着陆量的关系如图8。
Refer DATA